Carbon Fiber와 MultiWave Hybrid™ 기술
Carbon Fiber의 개요
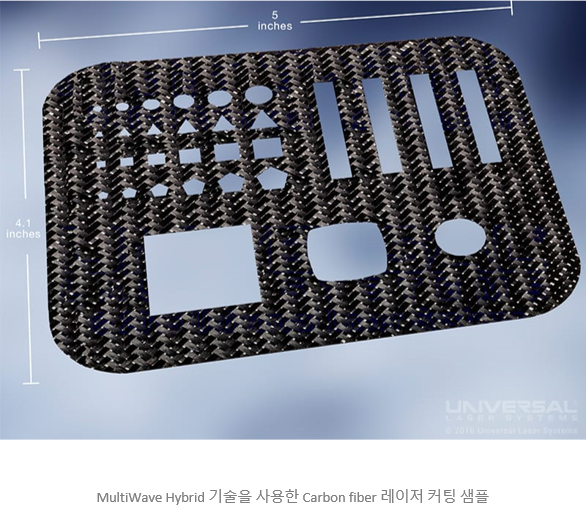
탄소 섬유 강화 폴리머 또는 CFRP라고 알려진 Carbon Fiber는 탄소 강화 재료의 긴 가닥으로 구성되며 일반적으로 함께 짜여져 직물을 형성한 다음 폴리머 매트릭스 재료로 결합됩니다. Carbon Fiber 레이저 커팅 공정에서 CO2 레이저 또는 Fiber 레이저를 사용할 수 있지만 10.6㎛ 파장의 CO2 레이저 빔과 1.06㎛ 파장의 Fiber 레이저 빔을 단일 하이브리드 레이저 빔으로 결합한 Universal의 MultiWave Hybrid 기술을 사용하여 최고 품질의 레이저 커팅 결과물을 얻을 수 있습니다. MultiWave Hybrid 레이저 빔을 사용하면 Fiber 레이저가 탄소 강화 재료를 커팅하고 CO2 레이저는 폴리머 매트릭스 재료를 제거합니다. Carbon Fiber의 레이저 커팅 공정은 기존의 전통 방식의 기계 절삭 방법에 비해 커팅 면의 가장자리 손상을 줄일 수 있는 장점을 제공합니다.
MultiWave Hybrid 기술을 사용한 Carbon Fiber 레이저 커팅 프로세스
____________________________________________________________________________________________________________________________________________________________________________________
탄소 섬유 강화 폴리머 (CFRP) 복합재의 기계적 절단에 의해 가해지는 힘은 박리로 이어집니다. 레이저 커팅 공정은 CFRP 소재에 가해지는 기계적인 힘이 없기 때문에 이러한 박리를 크게 줄일 수 있습니다. 그러나 기존 방식의 레이저에 의해 유도된 열은 커팅면 가장자리 근처의 폴리머를 분해할 수 있으며 이는 또한 기계적 성능을 저하시킵니다. 다양한 파장대를 사용하는 레이저 커팅 공정은 이러한 문제점을 극복하고 열 영향 영역(HAZ)를 최소화하여 깨끗한 레이저 커팅면을 생성합니다.
Introduction
라우터 및 초음파 나이프와 같은 기계 도구는 커팅 공정 중, CFRP 소재에 상당한 응력을 가합니다. 이러한 응력으로 인해 소재의 변위를 초래할 수 있으며 심한 경우 레이어의 박리와 CFRP 소재의 구조적 특성의 저하로 이어집니다.
레이저를 이용한 방식은 비접촉 공정으로 기계적 커팅 공정의 특성인 소재의 가장자리에 손상을 일으키지 않습니다. 그러나 기존 방식의 레이저 커팅 공정은 커팅 가장자리 근처에 초과된 열을 생성합니다. 예를 들어, 1.06㎛ 파장의 Yb-doped fiber laser는 CFRP 소재를 완전히 커팅할 수 있지만, 폴리머 매트릭스 소재가 이 파장에 대부분 반사되므로 커팅 결과물은 최적의 품질이 아닐 수 있습니다. Carbon Fiber는 1.06㎛ 파장의 레이저 에너지를 흡수하여 열로 변환하고 열은 Carbon Fiber를 깨끗하게 증발시키지만 남은 열이 Fiber 길이 아래로 전도되어 폴리머 매트릭스 물질과 큰 열 영향 영역(HAZ)를 남기게 됩니다.
10.6㎛ 파장의 CO2 레이저를 사용하여 CFRP 소재의 커팅이 가능합니다. Carbon Fiber와 폴리머 매트릭스 소재는 모두 10.6㎛ 파장을 쉽게 흡수합니다. 그러나 Carbon Fiber를 증발시키는 데 필요한 에너지의 양은 일반적으로 폴리머를 증발시키는데 필요한 에너지보다 훨씬 큽니다. 이것은 다시 커팅 가장자리 근처에 폴리머 매트릭스 소재의 과도한 분해를 야기시키게 됩니다.
이러한 문제를 해결하기 위한 방법은 2 개의 레이저 파장을 하나의 파장으로 결합한 MultiWave Hybrid 기술로 실현할 수 있습니다. 하이브리드 레이저 빔은 10.6㎛파장의 CO2 레이저와 1.06㎛ 파장의 Yb-doped Fiber 레이저로 구성됩니다. 10.6㎛ 레이저 파장은 폴리머 매트릭스 소재를 깨끗하게 제거하고 동시에 1.06㎛ 레이저 파장은 Carbon Fiber를 커팅합니다. 이러한 방식으로 최소한의 열 영향 영역(HAZ)와 함께 소재에 변형이 없는 우수한 품질의 커팅 결과물을 얻을 수 있습니다.
Experimentation
Equipment
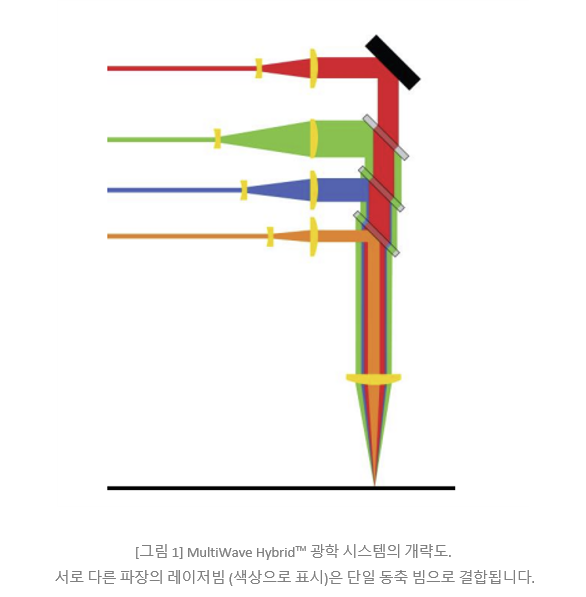
본 테스트 작업의 모든 레이저 공정은 Universal Laser Systems의 XLS10MWH 모델 (현재 ULTRA X6000 모델)로 진행되었습니다. 이 레이저 시스템은 40 Watts의 1.06㎛ Fiber 레이저와 70 Watts의 10.6㎛ CO2 레이저로 구성되었습니다. 레이저 시스템에 탑재된 Universal의 MultiWave Hybrid 기술은 아래 그림 1과 같이 각각의 레이저 빔을 공통 초점 평면을 가진 동축 빔으로 결합하여 동시에 또는 선택적으로 사용할 수 있는 첨단 레이저 기술입니다.
Material
McMaster-Carr의 1/16" 두께 탄소 섬유 강화 폴리머 시트를 사용하여 다파장 레이저 커팅 공정을 진행하였습니다.
Experimental Methods
레이저 커팅 공정은 10.6㎛ 레이저 에너지와 1.06㎛ 레이저 에너지 사이의 최상의 균형을 제공하도록 최적화되었습니다. 커팅 결과물 품질 확인을 위하여 Olympus DSX500 광학 디지털 현미경이 사용되었습니다.
Results
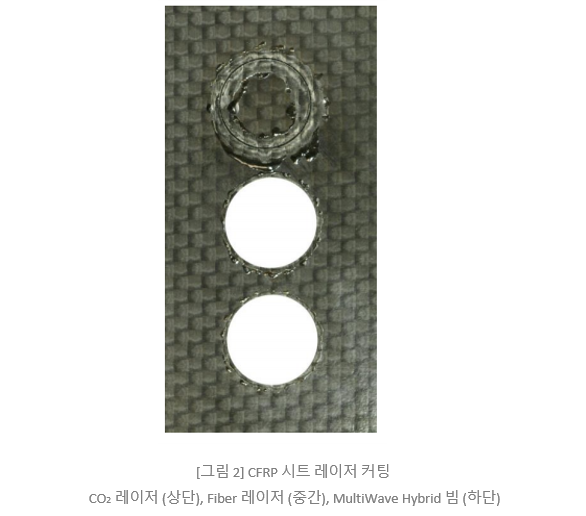
아래의 그림 2는, MultiWave Hybrid 기술을 사용하여 CO2 레이저와 Fiber 레이저로 CFRP 소재 시트 커팅 작업의 결과를 비교한 자료입니다. 이 그림에서 상단 원형은 CO2 레이저만 사용한 커팅 작업물입니다. CO2 레이저 10.6㎛ 파장은 폴리머 매트릭스 소재에 효과적으로 흡수되어 소재의 분해 및 기화 현상이 발생됩니다. 그러나 상대적으로 높은 기화 임계값으로 인해Carbon Fiber의 완전한 커팅은 불가능했습니다. 그러나 본 실험에서 사용된 75 Watts 이상의 전력을 가진 10.6㎛ 레이저를 사용하여 Carbon Fiber 소재 커팅이 가능할 수 있음을 유의해야 합니다.
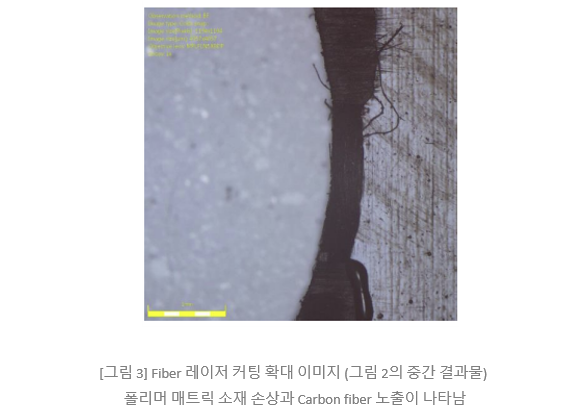
그림 2의 가운데 원형 커팅 공정에는 1.06㎛ Fiber 레이저만을 사용하였습니다. 이 파장은 Carbon Fiber에 효율적으로 흡수되지만 폴리머 매트릭스 소재에는 반사됩니다. 그 결과 레이저 빔의 경로로 직접 들어간 Carbon Fiber는 효율적으로 기화되고 Carbon Fiber의 전도 영역 아래를 통과하는 매트릭스 소재는 간접적으로 기화됩니다. 이로 인해 그림 3에서와 같이 커팅 가장자리 근처의 폴리머 매트릭스 소재의 성능이 크게 저하됩니다. 그림에 나타난것 처럼, 노출된 Carbon Fiber는 박리 및 기계적 특성 저하를 초래할 수 있습니다.
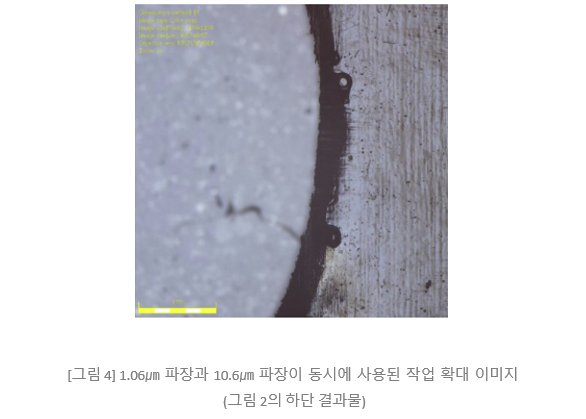
그림 2의 하단 원형 커팅 공정은 1.06㎛ Fiber 레이저와 10.6㎛ CO2 레이저를 동시에 사용하였습니다. 1.06㎛ Fiber 레이저는 Carbon Fiber에, 10.6㎛ CO2 레이저는 폴리머 매트릭스 소재에 각각 직접 가열 및 기화되는 특성을 이용하였습니다. 두 개의 레이저를 동시에 사용하여 생성된 더 나은 품질의 결과물은 그림 4에서 확인할 수 있습니다. 커팅 작업물의 품질은 다파장 레이저를 사용했을 때, 훨씬 뛰어나고 열 영향 영역(HAZ) 또한 크게 감소하였습니다.
Conclusions
두 개의 레이저 빔을 동시에 사용하여 CFRP 소재를 커팅하는 효율적인 공정이 개발되었습니다. 두 개의 레이저 빔 파장은 복합 소재를 구성하는 각각의 요소를 가열 및 기화하여 원하는 작업 공정을 수행합니다. Universal Laser Systems의 MultiWave Hybrid 기술을 사용하여 비교적 낮은 레이저 출력에서 CFRP 소재의 깨끗한 레이저 커팅 작업을 할 수 있습니다. Universal의 특허 받은 이 기술은, 적절한 레이저 선택을 통해 CFRP 소재 뿐만 아니라 다른 유형의 복합 소재의 레이저 가공 작업으로 확장할 수 있습니다.